 Гравированием называется способ нанесения
Гравированием называется способ нанесения
рисунка на поверхность твердого стекла при помощи абразивных порошков и твердых инструментов малых размеров.
Ниже на рисунке показано устройство с медными кругами, предназначенными для матового гравирования по стеклу. Частоту вращения вала можно регулировать. Медные круги, при помощи которых гравируют стекло, чаще всего припаяны к держателю. Держатели другого типа (с винтовыми нарезками) служат для крепления вспомогательных кругов, выполненных из свинца, дерена, войлока или же из абразивных материалов.
 Гравирование стекла осуществляется зернами абразивного материала, а медные колесики лишь передают давление зтих зерен на стекло. Однако декоративные качества отдельных элементов гравируемого рисунка во многом определяются особенностями применяемых медных кружков. Для выполнения самых разнообразных гравированных работ на стекле к станку прилагается комплект из нескольких десятков медных кружков различной формы и размера. Самые крохотные из них чуть побольше булавочной головки, а диаметр крупных кругов доститает 20 мм при толщине 6 мм. Кроме того, гравер по стеклу должен иметь целый ряд вспомотательных инструментов и приспособлений выталкиватель для вынимания держателей из полости вала; выпрямитель и держателей; инструменты для правки абразивных кругов; бруски тонкой и грубой зернистости для правки и заточки медных кружков; инструменты для изготовления медних кружков из листовой меди и т.п.
Гравирование стекла осуществляется зернами абразивного материала, а медные колесики лишь передают давление зтих зерен на стекло. Однако декоративные качества отдельных элементов гравируемого рисунка во многом определяются особенностями применяемых медных кружков. Для выполнения самых разнообразных гравированных работ на стекле к станку прилагается комплект из нескольких десятков медных кружков различной формы и размера. Самые крохотные из них чуть побольше булавочной головки, а диаметр крупных кругов доститает 20 мм при толщине 6 мм. Кроме того, гравер по стеклу должен иметь целый ряд вспомотательных инструментов и приспособлений выталкиватель для вынимания держателей из полости вала; выпрямитель и держателей; инструменты для правки абразивных кругов; бруски тонкой и грубой зернистости для правки и заточки медных кружков; инструменты для изготовления медних кружков из листовой меди и т.п.
 Перед началом работы стеклянные полуфабрикаты стеклоизделий без декора нужно тщательно вымыть и протереть. Тонкие сложные рисунки, а также мелкие детали простых рисунков гравируют только при помощи медных кругов, которые изготовляют из листовой меди. Матовой гравировкой при помощи медных кругов украшают высокохудожественные уникальные стеклоизделия. Абразивными кругами можно гравировать серийно допускаемые предметы, а также выполнить более простые работы.
Перед началом работы стеклянные полуфабрикаты стеклоизделий без декора нужно тщательно вымыть и протереть. Тонкие сложные рисунки, а также мелкие детали простых рисунков гравируют только при помощи медных кругов, которые изготовляют из листовой меди. Матовой гравировкой при помощи медных кругов украшают высокохудожественные уникальные стеклоизделия. Абразивными кругами можно гравировать серийно допускаемые предметы, а также выполнить более простые работы.
Перед началом работы предварительно размечают на стеклоизделиях рисунок. Для этого иногда мокрую бумагу с рисунком налепляют на внутреннюю поверхность стеклоизделия. По намеченным через проколотую кальку следам обводят контуры рисунка маленьким кругом или намечают рисунок алмазом.
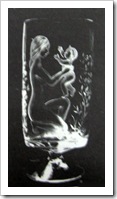
 Если гравировка на стекле выполняется абразивными кругами (т.е. с подачей воды), то разметочный рисунок наносят белилами, разведенными на скипидара. Этот состаа снимается со стекла скипидаром. При обычном гравировании медными кругами белила разводят на воде с клеем. Медными кругами гравируют на стекле преимущественно рельефные изображения. Трехмерность изображения достигается за счет частичного удаления стекла с отдельных поверхности стеклоизделия. Эффектно выглядит "негативная" гравировка на стекле, особенностью которой является то, что изображения переднего плана выполнены глубже всего.
Если гравировка на стекле выполняется абразивными кругами (т.е. с подачей воды), то разметочный рисунок наносят белилами, разведенными на скипидара. Этот состаа снимается со стекла скипидаром. При обычном гравировании медными кругами белила разводят на воде с клеем. Медными кругами гравируют на стекле преимущественно рельефные изображения. Трехмерность изображения достигается за счет частичного удаления стекла с отдельных поверхности стеклоизделия. Эффектно выглядит "негативная" гравировка на стекле, особенностью которой является то, что изображения переднего плана выполнены глубже всего.
Гравированный на стекле рисунок иногда полируют. В зтом случае "читается" за счет рельефа.
 Самой быстрой и менее трудоемкой является так называемая скользящая гравировка, которую ввел чешский мастер Бенджих Этерман в XVIII в. Это разновидность поверхностного гравирования стекла, так как глубина гравируемого на стекле следа менее 0,5 мм. Этим способом обычно выполняют несложные рисунки и надписи при помощи широких медных или закругленных абразивных кружков. Иногда эгермановским способом гравируют стеклоизделия с тонким слоем накладного стекла, а также стеклоизделия, окрашенные с поверхности диффузным способом или обжиговыми силикатными красками, люстрами и т.п.
Самой быстрой и менее трудоемкой является так называемая скользящая гравировка, которую ввел чешский мастер Бенджих Этерман в XVIII в. Это разновидность поверхностного гравирования стекла, так как глубина гравируемого на стекле следа менее 0,5 мм. Этим способом обычно выполняют несложные рисунки и надписи при помощи широких медных или закругленных абразивных кружков. Иногда эгермановским способом гравируют стеклоизделия с тонким слоем накладного стекла, а также стеклоизделия, окрашенные с поверхности диффузным способом или обжиговыми силикатными красками, люстрами и т.п.
Аналогичные рисунки можно выполнить алюминиевыми кругами. Алюминий обладает повышенной адгезией- прилипаемостью к стеклу, позтому при нажиме такого круга на поверхность стекла остается нестирающийся «серебряный» след.
 Поскольку матовая гравировка медными кругами является трудоемким процессом, отнимающим много времени, ее не применяют для украшения больших серий стеклянных предметов. В заводских условиях повысить производительность украшения стеклоизделий матовой гравировкой за счет увеличения частоты вращения вала станка невозможно, так как под действием центробежной силы зерна абразива будут слетать с медных кружков. Кроме того, заточка медных кружков стальным резцом отнимает много времени. Гравирование медными кругами по накладному стеклу осложнено тем, что значительные углубления на стекле можно выполнить только несколько раз проходя медным кружком по одному и тому же месту. При этом качество гравировки неизбежно ухудшается. Поэтому довольно широкое распространение получил способ гравирования стекла небольшими абразивными кругами. От резьбы на стекле этот способ отличается тем, что рисунок выполняется кругами значительно меньшего размера и, кроме того, часто не полируется.
Поскольку матовая гравировка медными кругами является трудоемким процессом, отнимающим много времени, ее не применяют для украшения больших серий стеклянных предметов. В заводских условиях повысить производительность украшения стеклоизделий матовой гравировкой за счет увеличения частоты вращения вала станка невозможно, так как под действием центробежной силы зерна абразива будут слетать с медных кружков. Кроме того, заточка медных кружков стальным резцом отнимает много времени. Гравирование медными кругами по накладному стеклу осложнено тем, что значительные углубления на стекле можно выполнить только несколько раз проходя медным кружком по одному и тому же месту. При этом качество гравировки неизбежно ухудшается. Поэтому довольно широкое распространение получил способ гравирования стекла небольшими абразивными кругами. От резьбы на стекле этот способ отличается тем, что рисунок выполняется кругами значительно меньшего размера и, кроме того, часто не полируется.
 Малый размер кругов делает этот способ более гибким по сравнению с резьбой. Поэтому даже в тех случаях, когда гравированный рисунок полируется, он обладает присущими только ему декоративными особенностями.
Малый размер кругов делает этот способ более гибким по сравнению с резьбой. Поэтому даже в тех случаях, когда гравированный рисунок полируется, он обладает присущими только ему декоративными особенностями.
Настольный станок для гравирования стекла абразивными кругами кроме своих размеров мало чем отличается от станка для гравирования при помощи медных кругов. Нередко оба эти вида граверных работ по стеклу выполняют на одном и том же станке. Только к этому станку должен быть приложен комплект вспомогательных инструментов для правки и установки абразивных кругов. Уже по размерам абразивных кругов можно приблизительно судить об особенностях рисунка, выполняемого такими кругами. Мелкие детали рисунка и линии с большой кривизной выполняют кругами меньшего диаметра. Малые гравировальные круги иногда делают из обломков, получающихся от больших абразивных кругов.
 Чаще всего применяют три профиля заточки гравировальных кругов. Кругами указанного профиля выполняют элементы гравированного рисунка, аналогичные элементам резьбы. Например, прямым кругом стачивают значительные плоские участки на поверхности стеклоизделий или выполняют (углами режущей кромки) тонкие прямые линии. Острым кругом прорезают тонкие линии, а также элементы, напоминающие линии алмазной резьбы. Закругленный круг, так же как и при выполнении резьбы, служит для образования ямок и углублений. Косым кругом главным образом прорезают штрихи неодинаковой глубины. Для правки кругов можно использовать разметочные алмазные карандаши.
Чаще всего применяют три профиля заточки гравировальных кругов. Кругами указанного профиля выполняют элементы гравированного рисунка, аналогичные элементам резьбы. Например, прямым кругом стачивают значительные плоские участки на поверхности стеклоизделий или выполняют (углами режущей кромки) тонкие прямые линии. Острым кругом прорезают тонкие линии, а также элементы, напоминающие линии алмазной резьбы. Закругленный круг, так же как и при выполнении резьбы, служит для образования ямок и углублений. Косым кругом главным образом прорезают штрихи неодинаковой глубины. Для правки кругов можно использовать разметочные алмазные карандаши.
 Рисунок на стеклоизделии размечают по трафарету припорашиванием и обводят алюминиевым кругом. При дальнейшем гравировании необходимо следить, чтобы на стекле не осталось следа от алюминиевого круга.
Рисунок на стеклоизделии размечают по трафарету припорашиванием и обводят алюминиевым кругом. При дальнейшем гравировании необходимо следить, чтобы на стекле не осталось следа от алюминиевого круга.
Предварительное гравирование осуществляют карборундовыми кругами диаметром 10…200 мм, толщиной 3…20мм, зернистостью 12…16. При этом необходима подача воды. При тонкой обработке дистировке гравированного рисунка количество подаваемой воды несколько уменьшают, иначе абразивный кругубудет скользить по стеклу. Дистируют рисунок электрокорундовыми кругами диаметром 10…200 мм, толщиной 3…20 мм, зернистостью 5…8.. Мелкое стекло гравируют сразу, без предварительной «обдирки» карборундом. Выполненный рисунок полируют на вращающейся щетке пемзой или же химическим способом. Если необходимо высветлить лишь отдельные места рисунка, а другие оставить матовыми, то полировку осуществляют на деревянных кругах пемзой или же на войлочных кругах.
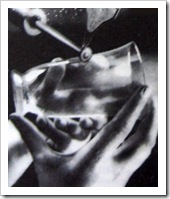
 Способ гравирования стекла малыми абразивными кругами производительнее, однако медными кругами можно отгравировать на стекле гораздо более сложный и тонкий рисунок, поэтому применяют оба эти способа. В процессе гравирования сложного рисунка медными кругами с изделия снимают гипсовые слепки, по которым удобно следить за качеством рисунка на промежуточных стадиях его выполнения. По окончании уникального рисунка с него снимают «архивный» гипсовый слепок. Для большей прочности последнего гипс затворяют на клеевой воде.
Способ гравирования стекла малыми абразивными кругами производительнее, однако медными кругами можно отгравировать на стекле гораздо более сложный и тонкий рисунок, поэтому применяют оба эти способа. В процессе гравирования сложного рисунка медными кругами с изделия снимают гипсовые слепки, по которым удобно следить за качеством рисунка на промежуточных стадиях его выполнения. По окончании уникального рисунка с него снимают «архивный» гипсовый слепок. Для большей прочности последнего гипс затворяют на клеевой воде.